

- 99.00 KB
- 2021-05-13 发布
- 1、本文档由用户上传,淘文库整理发布,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,请立即联系网站客服。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细阅读内容确认后进行付费下载。
- 网站客服QQ:403074932
高考“共性” (六):
钻孔、扩孔、锪孔、铰孔
一、填空:
⒈在钻床上钻孔时,钻头的旋转运动是____________,钻头的直线移动是________。在车床上钻孔时,工件的旋转运动是_________,钻头的直线移动是_________。
⒉标准麻花钻一般用___________制成,淬硬后硬度达_________,其结构________、_________和___________组成。标准麻花钻的顶角为__________,横刃斜角为______,副后角为___________。
⒊麻花钻的刃磨,主要刃磨__________,同时保证________、________、_______正确。麻花钻的修磨是__________和___________。
⒋麻花钻螺旋槽的作用是__________、________、_________。
⒌钻孔时,切削深度等于____________,即由___________决定,在允许的范围内,先尽量选大的_________,当受到表面粗糙度和钻头钢度限制时,再考虑大的_______。
⒍钻夹头用来夹持_______mm以下的______钻头,钻头套用来装夹_________。
⒎切削用量中,钻孔时切削深度由__________决定,_________和________对生产率的影响是相同的,对钻头寿命来说_________影响大于________,对孔的粗糙度来讲,_________影响明显于_________。
⒏扩孔时,进给量为钻孔的__________,切削深度为_________,切削速度为钻孔的________。锪孔速度为钻孔的_________。
⒐钻孔属于_______加工,尺寸精度可达_________,表面粗糙度_________扩孔属于_________加工,尺寸精度达_________,表面粗糙度钻车_________;车孔可作______加工,也可作________加工,精度达______,表面粗糙度__________,精车可达________;铰孔属于_______加工,精度达_________,表面粗糙度钻__________。
二、选择:
⒈当钻头直径大于[ ]时,柄部为锥柄。
A.12mm B.13mm C.15mm
⒉两个前刀面与两个后刀面的交线是[ ]。
A.主切削刃 B.副切削刃 C.横刃
⒊过主切削刃上的任一点,并通过钻头轴线的平面是[ ]。
A.基面 B.切削平面 C.主截面
⒋直径为φ20mm的麻花钻,其柄部一般做成[ ]。
A.直柄 B.锥柄 C.四方形
⒌标准麻花钻主切削刃上各点的前角,自外缘向中心[ ]。
A.逐渐减小 B.不变 C.逐渐增大
⒍标准麻花钻两个主后刀面的交线是[ ]。
A.主切削刃 B.副切削刃 C.横刃
⒎标准麻花钻有[ ]刀尖。
A.一个 B.二个 C.三个
⒏标准麻花钻的顶角为[ ]。
A.118° B.118°±2° C.120°
⒐钻孔精度可达[ ]。
A.IT10~IT12 B.IT12~IT14 C.IT11~IT12
⒑麻花钻的横刃斜角为[ ]。
A.50°~55° B.40°~50° C.30°~45°
⒒钻孔时,除钻头的轴心线以外的每一点运动轨迹都是[ ]。
A.直线 B.曲线 C.螺旋线
⒓当麻花钻顶角为118°时,两主切削刃呈[ ];若2ψ~118°时,呈[ ],2ψ~118°时,呈[ ]。
A.外凸形 B.内凹形 C.直线形
⒔钻头外缘处的螺旋角[ ],强度[ ]。
A.最小 B.最大 C.最低 D.最高
⒕标准麻花钻的横刃长度为[ ]。
A.0.10D B.0.15D C.0.18D D.0.2D
⒖标准麻花钻切削部分的钻心厚度为[ ]。
A.0.125D B.0.18D C.0.20D
⒗标准麻花钻的副后角为[ ]。
A.-5° B.0° C.+5°
⒘修磨麻花钻前刀面的原则是:工件材料软,应修磨[ ]前刀面。
A.外缘处 B.中部 C.横刃处
⒙钻Φ50mm的孔,应分几次钻出[ ]。
A.一次 B.二次 C.三次
⒚用直柄钻头钻孔时,钻头装夹在钻床主轴上的正确方法是[ ]。
A.直接安装在主轴锥孔内 B.过渡套简安装 C.钻夹头夹持
⒛钻孔将穿时,进给力应[ ]。
A.减小 B.增大 C.保持不变
21.一般钻孔深度达到直径的[ ]时,要退出排屑。
A.2倍 B.3倍 C.5倍
22.直径大于[ ]的孔要分两次钻削。
A.20mm B.30mm C.50mm
23.钻孔是[ ],扩孔是[ ],铰孔是[ ]。
A.粗加工 B.精加工 C.半精加工
24.钻夹头用来夹持[ ],钻头套用来装夹[ ]。
A.直柄钻头 B.锥柄钻头 C.圆柱形钻头
25.钻孔时的借正,必须在锥坑外圆[ ]钻头直径前完成。
A.大于 B.小于 C.等于
26.钻Φ40mm的孔,第一钻时应选钻头直径为[ ]。
A.Φ15mm B.Φ25mm C.35mm
27.钻床停止,应让主轴[ ]。
A.反转制动 B.刹车停止 C.自然停止
28.顶角不对称,钻角的孔[ ],两主切削刃不对称,钻出的孔[ ],顶角不对称且主切削刃长度不等,钻出的孔[ ]。
A.孔径扩大 B.孔径扩大且呈阶梯形 C.孔径扩大且倾斜
29.实际生产中,常用[ ]代替扩孔钻使用。
A.麻花钻 B.锪钻 C.铰刀
30.扩孔钻的刃齿数一般为[ ]。
A.1~2个 B.3~4个 C.5~6个
31.锥形锪钻中[ ]用得最多。
A.60°锪钻 B.75°锪钻 C.90°锪钻 D.120°锪钻
32.直径为12~60mm的锥形锪钻,齿数为[ ]。
A.3~8齿 B.3~10齿 C.4~12齿
33.工件被加工孔的尺寸为Φ16H8,铰刀尺寸为[ ]。
A. Φ16H8 B.Φ16H8 C.Φ16
34.精铰时,铰削余量为[ ]mm。
A.0.2~0.3 B.0.1~0.3 C.0.1~0.2
35.铰刀校准部分的前角为[ ]。
A.0° B.5° C.10°
36.铰刀切削部分前角为[ ],铰刀的后角为[ ]。
A.0°~3° B.1°~3° C.6°~8° D.6°~10°
37.铰刀的校准部分是[ ]。
A.圆柱形 B.圆锥形 C.倒锥形
38.铰刀的齿数一般为[ ]。
A.奇数 B.偶数 C.奇、偶均可
39.机铰刀用[ ]制作,手铰刀用[ ]制作。
A.不均匀分布 B.均匀分布 C.部分均匀,部分不均匀
40.机铰刀用[ ]制作,手铰刀用[ ]制作。
A.高碳钢 B.合金钢 C.高速钢 D.高速钢和高碳钢
41.可调试手铰刀孔径的加工范围[ ],直径调节范围[ ]。
A.0~50mm B.6.25~44mm C.0~10mm D.0.75~10mm
42.铰孔时[ ]的刀刃全部参加切削。
A.圆柱铰刀 B.螺旋槽绞刀 C.锥铰刀
43.铰孔精度要求较高时,铰刀装夹方式必须采用[ ]。
A.浮动铰刀夹头 B.固定装夹方式 C.专用夹具装夹方式
44.铰削有键槽的孔,应采用[ ]。
A.圆柱形铰刀 B.直槽铰刀 C.螺旋槽铰刀
45.螺旋槽铰刀的螺旋槽方向必须为[ ]。
A.右旋 B.左旋
46.铰刀[ ]。
A.只能正转 B.只能反转 C.既可正转,也可反转
47.机铰退刀时,应[ ]。
A.停车后退刀 B.退刀后再停车 C.边停边退
48.铰通孔时,铰刀的(校准部分)不要全出孔
A.切削部分 B.校准部分 C.工作部分
49.在铸铁上加工要求高的孔时,冷却调滑液选[ ]。
A.煤油 B.水 C.植物油
50.锪钢件时,应在导柱和切削表面加[ ],铰铝件时用[ ]。
A.水 B.煤油 C.机油
三、判断:
⒈钻头的后角在近处 处最小。[ ]
⒉扩孔钻中心设有横刃。[ ]
⒊铰孔时,铰刀应正反交替转动。[ ]
⒋标准麻花钻的副后角为0°。[ ]
⒌钻夹头是用来装夹锥柄钻头的。[ ]
⒍扩孔钻有3-4条横刃。[ ]
⒎标准麻花钻的后角在柱截面内测量。[ ]
⒏扩孔时切削深度为扩孔钻直径的一半。[ ]
⒐机铰孔完毕后,应停车退出铰刀。[ ]
⒑用于镗不通孔的镗刀,其主偏角应大于90°。[ ]
⒒铰孔余量过大或过小都不能使孔获得较小的表面粗糙度。[ ]
⒓用麻花钻扩孔比钻孔的轴向力小。[ ]
⒔钻削时的切削深度为钻头直径。[ ]
⒕扩孔能修正底孔轴线的歪斜。[ ]
⒖铰削时,切削速度愈高,工件表面粗糙度愈小。[ ]
⒗当钻头直径小于13mm时,一般采用锥柄。[ ]
⒘麻花钻主切削刃上外缘处的后角最大。[ ]
⒙标准麻花钻的螺旋角缘处最小。[ ]
⒚钻头的前角外缘处最大。
⒛钻孔变速时,应先停车再变速。[ ]
一、填空:
⒑
把实心零件加工成套形零件,必须先用____________钻孔,钻头按形状和用途可分为_________、_________、__________、___________、____________。麻花钻柄部的作用是_____________和_______________。
⒒麻花钻的工作部分由__________和____________组成。切削部分由两条_______两条________和一条___________,两个__________两个__________两个_________组成。
⒓麻花钻横刃太短,会影响钻头_______,横刃太长,则轴向力_______对钻削不利。
⒔车床上钻孔,麻花钻的装夹方法有________、_______、_______、______四种。
⒕铰刀按用途可分为_______和_______,按材料可分为_______、________两种。
二、选择:
51.标准麻花钻的螺旋角在[ ]之间。
A.15°~25° B.18°~30° C.40°~55°
52.麻花钻主切削刃上各点的前角,靠近外缘处[ ],后角靠近外缘处[ ]。
A.最大 B.最小 C.为零
53.用麻花钻扩孔时,为防止“扎刀”,应修磨[ ]前刀面。
A.横刃 B.中心处 C.外缘处
54.[ ]锪钻用于锪埋头铆钉孔,[ ]用于锪埋头螺钉孔。
A.60° B.75° C.90° D.120°
55.钻孔时解决排屑问题,主要是[ ]。
A.磨断屑槽 B.提高转速 C.控制切屑流出方向
56.铰刀最易磨损的部位是[ ]
A.切削部分 B.修光部分 C.切削部分与修光部分的过渡处
57.与手铰刀相比,机用铰刀的工作部分[ ],主偏角[ ]。
A.较长 B.较短 C.较大 D.较小
58.铰孔的精度主要取决于[ ]。
A.铰刀的精度 B.孔的尺寸 C.铰刀的尺寸
59.铰刀的基本尺寸与孔的基本尺寸[ ]。
A.Φ铰>Φ孔 B.Φ铰=Φ孔 C.Φ铰<Φ孔
60.选择铰刀时,铰刀的公差最好选择为被加工孔公差带[ ]为最佳。
A.中间1/3左右的尺寸 B.相同 C.1/2
61.车床上铰孔,一般粗铰余量为[ ],精铰[ ]。
A.0.01~0.4mm B.0.14~0.30mm C.0.04~0.15mm
62.铰孔余量,高速钢铰刀为[ ],硬质合金为[ ]。
A.0.08~0.12mm B.0.10~0.20mm C.0.15~0.20mm
63.铰孔时切削速度最好选取[ ]以下。
A.20m/min B.10m/min C.5m/min
三、判断:
21.钻孔时,进给量比切削速度对表面粗糙度的影响大。[ ]
22.扩孔是用扩孔钻对工件上已有的孔进行精加工。[ ]
23.钻孔时加切削液的同时是为了润滑。[ ]
24.孔的精度 铰刀直径的精确度确定。[ ]
25.铰刀比内孔车刀更适合加工小深孔。[ ]
26.在相同的钻削速度下,钻头直径越小,转速越高。[ ]
27.钻小而深的孔,可用钻头直接钻出。[ ]
28.标准机用铰刀的主偏角kr=15°。[ ]
29.铰削时,切削速度愈低,表面粗糙度愈大。[ ]
30.用水溶性切削液出的孔比铰刀的实际尺寸略小些。[ ]
四、填表:
加工方法
主运动
进给运动
执行件
(工件或刀具)
运动形式
(转动或移动)
执行件
(工件或刀具)
运动形式
(转动或移动)
在普通车床钻孔
在立式钻床上钻孔
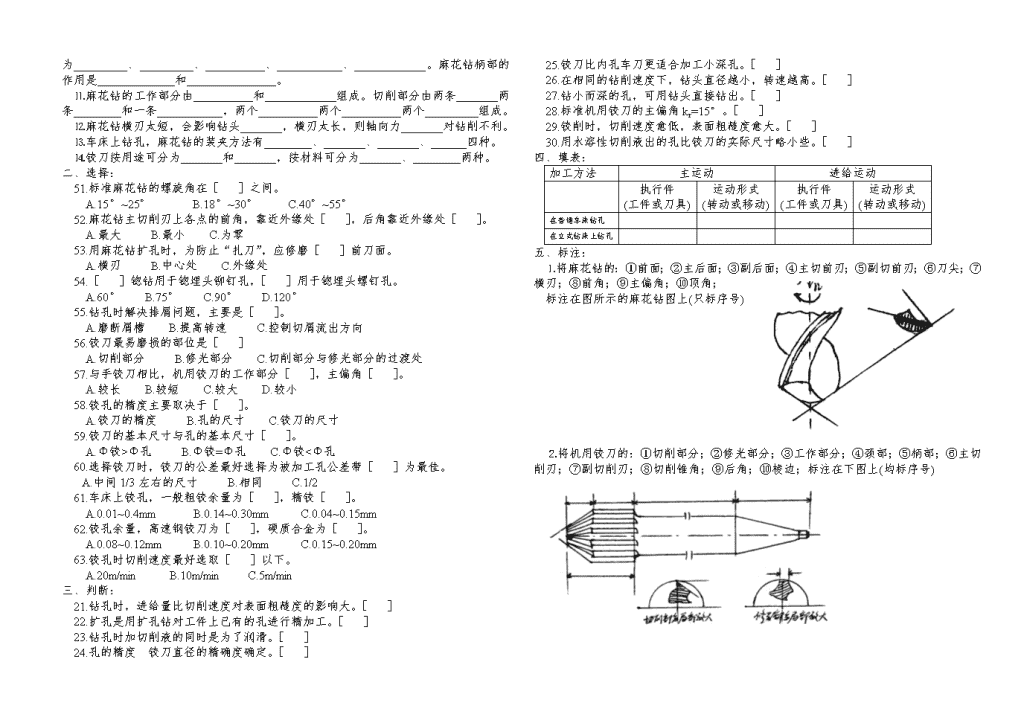
五、标注:
⒈将麻花钻的:①前面;②主后面;③副后面;④主切前刃;⑤副切前刃;⑥刀尖;⑦横刃;⑧前角;⑨主偏角;⑩顶角;
标注在图所示的麻花钻图上(只标序号)
⒉将机用铰刀的:①切削部分;②修光部分;③工作部分;④颈部;⑤柄部;⑥主切削刃;⑦副切削刃;⑧切削锥角;⑨后角;⑩棱边;标注在下图上(均标序号)
⒊将钻头的部分切削刃和角度标注在下图上(只标序号)
①主切削刃;②副切削刃;③前角;④后角;⑤主偏角;⑥副偏角
六、简答:
⒈分别用大钻头和小钻头钻孔时,钻头转速和进给量的选择有何不同?为什么?
⒉试分析钻孔时钻头折断的常见常见原因。
⒊铰孔时,孔的表面粗糙度大的原因是什么?
七、计算:
⒈在材料为25号钢的圆盘工件上,改制均匀分布于同一圆周上的7个M10×1.25的不通螺孔。试求:①划线时,每划一个孔中心的位置后,分度头手柄的转数n。(分度头传动比为1/n,孔数为46、47、49、51、54)
②攻丝前钻削的底孔直径D及底孔深度H(螺纹的有效长度h为20mm)
⒉在立式钻床上,用钻扩工艺加工一不通孔,孔的尺寸为Φ24×45,工艺过程为:钻孔至Φ19.2,扩孔至尺寸。若钻孔时选主轴转速n1=450r/min,进给量f1=0.2mm/r,扩孔时选主轴转速n2=200r/min,进给量f2=0.3mm/r,
试求:①钻孔时的切削速度V1(m/min)及削深度ap1(mm)
②扩孔时的切削速度V2(m/min)及削深度ap2(mm)
③扩孔和钻孔共同的切削时间t(min)
⒊在材料为低碳钢的圆盘工件上加工均匀分布在一圆周上的13个M16×2的螺纹孔。其加工工艺为划线—钻孔攻丝,划线时所用分度头的蜗轮蜗杆传动比为1/40,孔数为:38、39、41、42、43钻孔时选切削速度为V=22m/min,进给速度为Vf=65mm/min。
试求:①划线时,每划一个孔中心位置后,分度头手柄的转数N(r)
②钻孔直径D钻(mm)
③钻孔时,钻床立轴的转速n(r/min),钻前进给量f(mm/r),切削深度ap(mm)
⒋若要在钢件上攻M10×1.5的不通螺孔,当螺纹长度为15mm时,
试计算:①攻螺纹前钻孔的钻头直径d0(mm)
②钻孔深度H(mm).
八、标注:
将麻花钻的组成、角度、辅助平面标注在图上。(只标序号)
(一)组成
①主切削刃;②副切削刃;③横刃;④前刀面;⑤主后刀面;⑥副后刀面;⑦刀尖;⑧棱边;
(二)角度
⑨螺旋角;⑩顶角;⑾横刃斜角;⑿主偏角;⒀副偏角;⒁前角;⒂后角;
(三)辅助平面
⒃基面;⒄切削平面;⒅主截面;
麻花钻切削部分
⒈组成:
主切削刃、副切削刃、横刃、刀尖、前刀面、主后刀面、副后刀面、棱边
⒉角度:
螺旋角、顶角、横刃斜角、主偏角、副偏角、前角、后角
⒊辅助平面:
基面、切削平面、主截面